不銹鋼焊縫凝固裂紋的判定與防止措施
2017-1-6 14:41:08 點擊:
焊縫凝固裂紋的判定與防止措施
一、焊接凝固裂紋是個什么鬼?
焊接凝固裂紋出現(xiàn)在焊縫區(qū)域的凝固結(jié)束處。這種裂紋形式通常與沿凝固晶界存在的液膜有關(guān)。焊縫凝固裂紋優(yōu)先沿凝固晶界發(fā)生,偶爾也會出現(xiàn)在焊縫的亞晶界。從本質(zhì)上講,凝固裂紋的發(fā)生必須同時具備兩個條件:①熱或機械所產(chǎn)生的拘束度(應(yīng)變);②對裂紋敏感的顯微組織。
拘束因素或許包括內(nèi)在和外在兩個方面。內(nèi)在的拘束產(chǎn)生于凝固期間的自然收縮,因為所有金屬在凝固期間均會發(fā)生體積上的縮小。影響內(nèi)在拘束的其他因素包括材料的性能(尤其是強度)、工件的尺寸和厚度、接頭設(shè)計、焊道尺寸和形狀。外在的拘束主要是由機械夾具所導(dǎo)致。
裂紋敏感的顯微組織(見機械工業(yè)出版社出版的《焊接冶金與焊接性》第2章),即在焊縫金屬中出現(xiàn)的沿凝固邊界的液態(tài)薄膜。焊縫凝固裂紋可以通過降低機械拘束度來減小或消除。例如,接頭幾何尺寸或焊接參數(shù)的改變,就可以引起焊道尺寸和形狀的變化,從而可有效緩解熱裂紋的形成。不過,只有正確理解熱裂紋問題的冶金基礎(chǔ),并且通過改變焊縫金屬的成分(當(dāng)需要添加填充材料時)或通過控制凝固過程,來減緩熱裂紋傾向時,才有可能真正找到解決凝固裂紋的永久方案。
二、焊縫凝固裂紋的判定
大多數(shù)材料的焊縫凝固裂紋的判定相對簡單。當(dāng)用金相手段觀察時,凝固裂紋幾乎總是沿著凝固晶界開裂。在凝固裂紋十分嚴(yán)重的合金中,凝固裂紋也許會沿著亞晶界(胞狀晶或樹枝晶)生成,但這種情況很少見。在結(jié)構(gòu)鋼和鈦合金中,擴散和高溫相變已經(jīng)消除了凝固組織的痕跡,這時金相的證據(jù)就不會出現(xiàn),此時,也許就需要進(jìn)行凝固裂紋表面(斷口)檢驗。通常使用放大倍數(shù)500×或更高的掃描電子顯微鏡進(jìn)行斷口檢測。
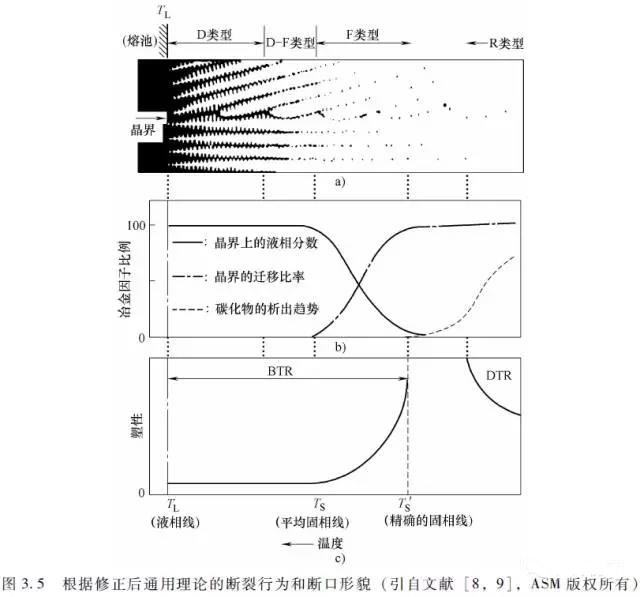
凝固裂紋的斷口表面通常具有顯著特點。斷口表面傾向于顯示為胞狀晶或樹枝晶形貌,通常把這種形貌描述為“蛋箱”狀。這是由于在凝固末期,沿著液態(tài)薄膜相反方向的胞狀晶或樹枝晶前沿的分離所致。如前所述,在斷口表面上,很難觀察到固相-固相橋接的任何證據(jù),這是因為橋接斷口要通過塑性斷裂的斷口模式來證明。松田福久所描述的樹枝晶到平齊斷裂(見圖3.5),在由凝固裂紋導(dǎo)致的實際焊縫失效中,一般也不會觀察到。一般來講,從樹枝晶到平齊斷裂的變化,也許是過渡到固態(tài),即失塑裂紋的一種標(biāo)志,尤其是在奧氏體(面心立方)焊縫金屬中,諸如奧氏體不銹鋼和鎳基合金。再次強調(diào)一下,通常需要掃描電子顯微鏡來解釋這些特征,因為它們是微米級別尺度。
這里提供了數(shù)張焊縫凝固裂紋的金相和斷口特征的照片,這些照片是一些典型的情況,凝固裂紋的其他斷口分析照片見機械工業(yè)出版社出版的《焊接冶金與焊接性》的第8章。
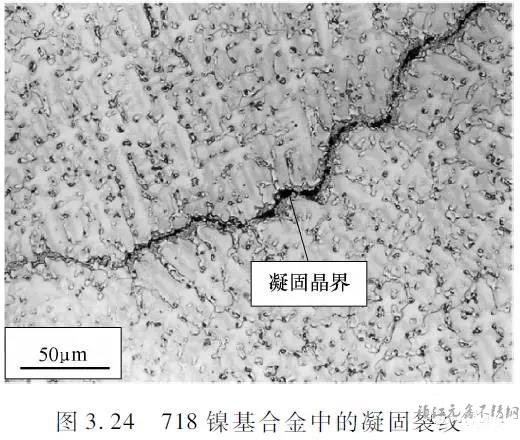
通常情況下,以奧氏體(面心立方)為初生相凝固的材料比以鐵素體(體心立方)為初生相凝固的材料對凝固裂紋更為敏感。屬于這種規(guī)律的材料中,包括大多數(shù)的奧氏體不銹鋼、部分結(jié)構(gòu)鋼以及全部的鎳基合金。圖3.24所示的例子是一個718鎳基高溫合金,718合金(Ni-20Cr-15Fe-5Nb-3Mo)是通過添加Nb來實現(xiàn)析出強化。大多數(shù)鎳基合金中的Nb偏析會產(chǎn)生一個共晶反應(yīng),導(dǎo)致最終的凝固組織是由NbC、富Nb的Laves相或者是由這些相的混合物所組成的。Nb偏析產(chǎn)生的凈效應(yīng)是擴大了凝固溫度范圍,并且提高了裂紋敏感性。沿著凝固晶界的連續(xù)液態(tài)薄膜的痕跡非常明顯,如圖3.24所示,其中含有NbC,并且有可能存在Laves相。
鋁合金也對凝固裂紋具有敏感性。所有商業(yè)用鋁合金均以面心立方(α相)為初生相凝固。大多數(shù)的鋁合金具有較大的凝固溫度范圍,以及較高的熱膨脹(或收縮)系數(shù)。這些因素組合在一起,促進(jìn)了鋁合金凝固裂紋的形成。
大多數(shù)鋁合金具有共晶成分的合金系統(tǒng),并在凝固末期形成了一定量的共晶相。共晶數(shù)量少時,這些共晶相可以潤濕邊界,并促進(jìn)裂紋的形成。在某些鋁合金系統(tǒng)中,可以控制這種共晶相的比例來實現(xiàn)裂紋的愈合。2219鋁合金正是屬于這種情況,其名義成分為Al65Cu合金。2219鋁合金中的凝固裂紋如圖3.25所示。照片中箭頭所指表示了沿著凝固晶界的一個區(qū)域,此處的共晶液相已經(jīng)愈合,或回填了開裂邊界的一部分。這種鋁合金在凝固末期生成了約10%的共晶相,可促進(jìn)裂紋的愈合。
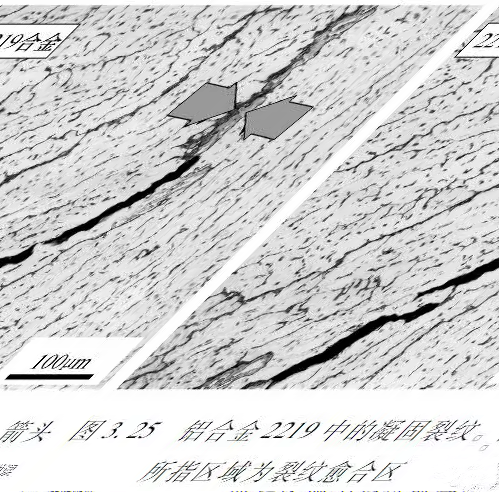
圖3.26所示的金相和斷口的配對照片展示了共晶液相的作用以及在斷口表面形貌上的回填結(jié)果。它們是兩種含有不同Nb含量的Ni-30Cr填充金屬,Nb含量的不同影響著凝固末期所形成的共晶液相數(shù)量。光學(xué)顯微照片中的箭頭指向凝固裂紋尖端處的凝固晶界。
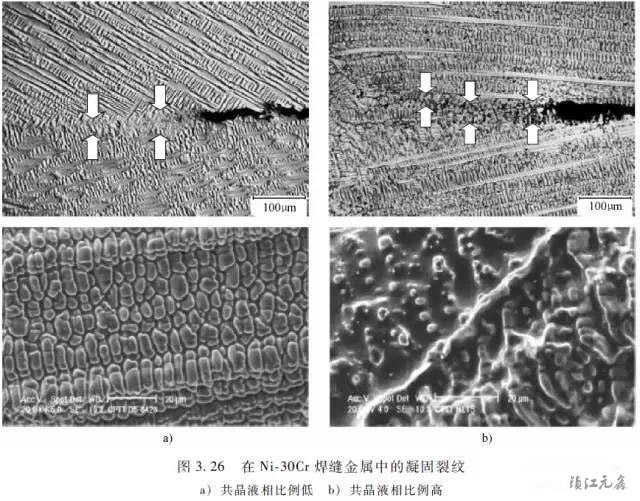
圖30.26a所示的一組照片中,顯示的是在凝固末端,焊縫金屬具有相對較低(<5%)的共晶液相,對應(yīng)的斷口表面表現(xiàn)出很明顯的樹枝晶特征。圖3.26b所示的一組照片中,顯示的是在凝固末端,焊縫金屬形成了大約10%的共晶液相,這么高的液相比例分?jǐn)?shù),由于回填作用,導(dǎo)致斷口表面被這些液相所覆蓋,隱約可以看到一些樹枝晶特性。
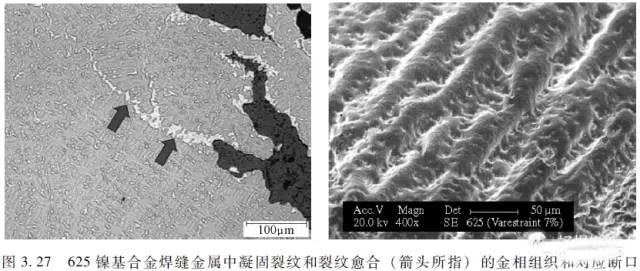
圖3.27所示為名義合金成分Ni-22Cr-9Mo-3.5Nb的625鎳基填充金屬的焊縫凝固裂紋的一組金相和斷口照片。如前所述,在鎳基合金凝固過程中,Nb會強烈地再分配,并在凝固末期促進(jìn)γ/NbC共晶相和(或)Laves相形成,出現(xiàn)足夠多的共晶液相,會促進(jìn)液相沿著凝固晶界回填,如圖3.27中的箭頭所指。斷口形貌反映出了表面上所出現(xiàn)的這些共晶液相,應(yīng)當(dāng)指出,樹枝晶特征并不十分明顯,這是因為原始的樹枝晶表面已經(jīng)被覆蓋在其上的共晶液相所罩住。
如表3.3中所列,625鎳基填充金屬的凝固裂紋溫度范圍是205℃這個數(shù)量級。這表明,該合金對凝固裂紋具有相對高的敏感性。可是,因625鎳基填充金屬具有良好的凝固裂紋抗力而經(jīng)常被選用,這似乎是和其高的凝固裂紋溫度范圍相矛盾。這種矛盾的確和確定SCTR的方式有關(guān),即使用橫向可變拘束試驗時,施加的應(yīng)變量相對較高。這種高的應(yīng)變迫使凝固裂紋沿著整個凝固范圍擴展。在較低應(yīng)變下,出現(xiàn)的共晶液相可實現(xiàn)裂紋的愈合,這樣,625鎳基填充金屬就具有一定的抗凝固裂紋的能力。實際應(yīng)用中,當(dāng)焊縫拘束度水平高,或在不良的焊道形狀條件下(即大的深/寬比,或呈下凹的焊道形狀),均發(fā)現(xiàn)這種填充金屬對凝固裂紋敏感。

在以體心立方為初生相凝固的材料中,也可能發(fā)生焊縫凝固裂紋。這包括了絕大多數(shù)碳鋼和低合金鋼,鐵素體、馬氏體和雙相不銹鋼,以及鈦合金。在這些合金中,高溫下在固相中的快速擴散,消除了成分偏析所帶來的顯微組織差異,它是奧氏體(面心立方)為初生相凝固的胞狀晶和樹枝晶所引起。馬氏體不銹鋼(Alloy HT9)中的凝固裂紋如圖3.28所示。值得注意的是,在焊縫金屬中,有沿著凝固晶界存在液態(tài)薄膜的證據(jù)。電子探針顯微分析結(jié)果顯示,合金元素Cr和Mo很明顯偏析到這些晶界處,并且雜質(zhì)元素磷也伴隨著偏析到這些晶界上。
在高拘束度條件下,雙相不銹鋼也會出現(xiàn)凝固裂紋。圖3.29所示為255合金的凝固裂紋。當(dāng)顯微組織全部是鐵素體時,凝固裂紋發(fā)生在凝固末期,但在冷卻過程中,奧氏體在凝固晶界處形成,并且完全包住了該凝固裂紋。
鈦合金中的凝固裂紋與雙相不銹鋼類似。在凝固末期,裂紋會沿著β相(體心立方)的凝固晶界形成,但這些晶界在冷卻期間,會轉(zhuǎn)變成α相(密排六方)。在名義成分為Ti-6Al-6V-2Sn的α-β鈦合金中,沿著β相晶界上的凝固裂紋。
三、焊縫凝固裂紋的防止措施
消除或降低凝固裂紋敏感性有多種方法。如有可能,控制凝固行為總是可取的。對于鋼鐵材料,對比以鐵素體(體心立方)為初生相的凝固與以奧氏體(面心立方)為初生相的凝固,前者凝固裂紋的抵抗能力會有所改善。當(dāng)以鐵素體(體心立方)為初生相凝固的選擇行不通時,比如,對于某些奧氏體不銹鋼,可以采用減少其中的雜質(zhì)元素(P、S以及可能存在的B)來降低其裂紋敏感性。其他的以體心立方晶體結(jié)構(gòu)為初生相凝固的材料(如鈦),也具有良好的抵抗凝固裂紋的能力。
對于在凝固末期發(fā)生共晶反應(yīng)的焊縫金屬來說,共晶反應(yīng)將導(dǎo)致形成一定數(shù)量的共晶液相。根據(jù)母材和焊縫金屬的成分,建議針對在凝固末期形成共晶液相薄膜的體積分?jǐn)?shù)和分布情況進(jìn)行控制,盡管這樣做的方法不是最直接的。在共晶合金系統(tǒng)中,凝固裂紋抗力可以通過兩種措施來控制,一種是減少共晶液相薄膜的數(shù)量,另一種是通過增加共晶液相的數(shù)量直到達(dá)到可以實現(xiàn)裂紋回填的效果。通常情況下,減小凝固溫度范圍是降低焊縫凝固裂紋敏感性的最好方法,但這種方法不總是可以選擇的。
通過接頭設(shè)計和焊接工藝,在一定程度上可以控制拘束度。通常情況下,較低的焊接熱輸入和具有較小尺寸的凸焊縫可以降低凝固裂紋的敏感性。內(nèi)部的拘束主要產(chǎn)生于凝固收縮,但控制母材強度,也被證明是行之有效的。許多析出強化合金,如鎳基超合金,在固溶退火條件下焊接就是為了降低內(nèi)部拘束度。將焊縫置于低拘束度的區(qū)域,或者采用焊接夾具施加壓應(yīng)力(或減少拉伸拘束),在某些場合下可能會很有用。
在大多數(shù)情況下,根據(jù)母材和填充金屬的成分特點,選擇具有良好凝固裂紋抗力的母材和填充金屬,是解決凝固裂紋問題的最好方案。當(dāng)這種方案不能實現(xiàn)時,可利用控制焊道形狀或控制拘束度大小來保障。對于包括鎳基合金在內(nèi)的許多材料,采用很小的焊道尺寸,通常對于防止凝固裂紋會很成功。這會導(dǎo)致成本提高,因為整個的焊接時間會急劇增加,尤其是對于厚截面焊接接頭。
一、焊接凝固裂紋是個什么鬼?
焊接凝固裂紋出現(xiàn)在焊縫區(qū)域的凝固結(jié)束處。這種裂紋形式通常與沿凝固晶界存在的液膜有關(guān)。焊縫凝固裂紋優(yōu)先沿凝固晶界發(fā)生,偶爾也會出現(xiàn)在焊縫的亞晶界。從本質(zhì)上講,凝固裂紋的發(fā)生必須同時具備兩個條件:①熱或機械所產(chǎn)生的拘束度(應(yīng)變);②對裂紋敏感的顯微組織。
拘束因素或許包括內(nèi)在和外在兩個方面。內(nèi)在的拘束產(chǎn)生于凝固期間的自然收縮,因為所有金屬在凝固期間均會發(fā)生體積上的縮小。影響內(nèi)在拘束的其他因素包括材料的性能(尤其是強度)、工件的尺寸和厚度、接頭設(shè)計、焊道尺寸和形狀。外在的拘束主要是由機械夾具所導(dǎo)致。
裂紋敏感的顯微組織(見機械工業(yè)出版社出版的《焊接冶金與焊接性》第2章),即在焊縫金屬中出現(xiàn)的沿凝固邊界的液態(tài)薄膜。焊縫凝固裂紋可以通過降低機械拘束度來減小或消除。例如,接頭幾何尺寸或焊接參數(shù)的改變,就可以引起焊道尺寸和形狀的變化,從而可有效緩解熱裂紋的形成。不過,只有正確理解熱裂紋問題的冶金基礎(chǔ),并且通過改變焊縫金屬的成分(當(dāng)需要添加填充材料時)或通過控制凝固過程,來減緩熱裂紋傾向時,才有可能真正找到解決凝固裂紋的永久方案。
二、焊縫凝固裂紋的判定
大多數(shù)材料的焊縫凝固裂紋的判定相對簡單。當(dāng)用金相手段觀察時,凝固裂紋幾乎總是沿著凝固晶界開裂。在凝固裂紋十分嚴(yán)重的合金中,凝固裂紋也許會沿著亞晶界(胞狀晶或樹枝晶)生成,但這種情況很少見。在結(jié)構(gòu)鋼和鈦合金中,擴散和高溫相變已經(jīng)消除了凝固組織的痕跡,這時金相的證據(jù)就不會出現(xiàn),此時,也許就需要進(jìn)行凝固裂紋表面(斷口)檢驗。通常使用放大倍數(shù)500×或更高的掃描電子顯微鏡進(jìn)行斷口檢測。
凝固裂紋的斷口表面通常具有顯著特點。斷口表面傾向于顯示為胞狀晶或樹枝晶形貌,通常把這種形貌描述為“蛋箱”狀。這是由于在凝固末期,沿著液態(tài)薄膜相反方向的胞狀晶或樹枝晶前沿的分離所致。如前所述,在斷口表面上,很難觀察到固相-固相橋接的任何證據(jù),這是因為橋接斷口要通過塑性斷裂的斷口模式來證明。松田福久所描述的樹枝晶到平齊斷裂(見圖3.5),在由凝固裂紋導(dǎo)致的實際焊縫失效中,一般也不會觀察到。一般來講,從樹枝晶到平齊斷裂的變化,也許是過渡到固態(tài),即失塑裂紋的一種標(biāo)志,尤其是在奧氏體(面心立方)焊縫金屬中,諸如奧氏體不銹鋼和鎳基合金。再次強調(diào)一下,通常需要掃描電子顯微鏡來解釋這些特征,因為它們是微米級別尺度。
這里提供了數(shù)張焊縫凝固裂紋的金相和斷口特征的照片,這些照片是一些典型的情況,凝固裂紋的其他斷口分析照片見機械工業(yè)出版社出版的《焊接冶金與焊接性》的第8章。
通常情況下,以奧氏體(面心立方)為初生相凝固的材料比以鐵素體(體心立方)為初生相凝固的材料對凝固裂紋更為敏感。屬于這種規(guī)律的材料中,包括大多數(shù)的奧氏體不銹鋼、部分結(jié)構(gòu)鋼以及全部的鎳基合金。圖3.24所示的例子是一個718鎳基高溫合金,718合金(Ni-20Cr-15Fe-5Nb-3Mo)是通過添加Nb來實現(xiàn)析出強化。大多數(shù)鎳基合金中的Nb偏析會產(chǎn)生一個共晶反應(yīng),導(dǎo)致最終的凝固組織是由NbC、富Nb的Laves相或者是由這些相的混合物所組成的。Nb偏析產(chǎn)生的凈效應(yīng)是擴大了凝固溫度范圍,并且提高了裂紋敏感性。沿著凝固晶界的連續(xù)液態(tài)薄膜的痕跡非常明顯,如圖3.24所示,其中含有NbC,并且有可能存在Laves相。
鋁合金也對凝固裂紋具有敏感性。所有商業(yè)用鋁合金均以面心立方(α相)為初生相凝固。大多數(shù)的鋁合金具有較大的凝固溫度范圍,以及較高的熱膨脹(或收縮)系數(shù)。這些因素組合在一起,促進(jìn)了鋁合金凝固裂紋的形成。
大多數(shù)鋁合金具有共晶成分的合金系統(tǒng),并在凝固末期形成了一定量的共晶相。共晶數(shù)量少時,這些共晶相可以潤濕邊界,并促進(jìn)裂紋的形成。在某些鋁合金系統(tǒng)中,可以控制這種共晶相的比例來實現(xiàn)裂紋的愈合。2219鋁合金正是屬于這種情況,其名義成分為Al65Cu合金。2219鋁合金中的凝固裂紋如圖3.25所示。照片中箭頭所指表示了沿著凝固晶界的一個區(qū)域,此處的共晶液相已經(jīng)愈合,或回填了開裂邊界的一部分。這種鋁合金在凝固末期生成了約10%的共晶相,可促進(jìn)裂紋的愈合。
圖3.26所示的金相和斷口的配對照片展示了共晶液相的作用以及在斷口表面形貌上的回填結(jié)果。它們是兩種含有不同Nb含量的Ni-30Cr填充金屬,Nb含量的不同影響著凝固末期所形成的共晶液相數(shù)量。光學(xué)顯微照片中的箭頭指向凝固裂紋尖端處的凝固晶界。
圖30.26a所示的一組照片中,顯示的是在凝固末端,焊縫金屬具有相對較低(<5%)的共晶液相,對應(yīng)的斷口表面表現(xiàn)出很明顯的樹枝晶特征。圖3.26b所示的一組照片中,顯示的是在凝固末端,焊縫金屬形成了大約10%的共晶液相,這么高的液相比例分?jǐn)?shù),由于回填作用,導(dǎo)致斷口表面被這些液相所覆蓋,隱約可以看到一些樹枝晶特性。
圖3.27所示為名義合金成分Ni-22Cr-9Mo-3.5Nb的625鎳基填充金屬的焊縫凝固裂紋的一組金相和斷口照片。如前所述,在鎳基合金凝固過程中,Nb會強烈地再分配,并在凝固末期促進(jìn)γ/NbC共晶相和(或)Laves相形成,出現(xiàn)足夠多的共晶液相,會促進(jìn)液相沿著凝固晶界回填,如圖3.27中的箭頭所指。斷口形貌反映出了表面上所出現(xiàn)的這些共晶液相,應(yīng)當(dāng)指出,樹枝晶特征并不十分明顯,這是因為原始的樹枝晶表面已經(jīng)被覆蓋在其上的共晶液相所罩住。
如表3.3中所列,625鎳基填充金屬的凝固裂紋溫度范圍是205℃這個數(shù)量級。這表明,該合金對凝固裂紋具有相對高的敏感性。可是,因625鎳基填充金屬具有良好的凝固裂紋抗力而經(jīng)常被選用,這似乎是和其高的凝固裂紋溫度范圍相矛盾。這種矛盾的確和確定SCTR的方式有關(guān),即使用橫向可變拘束試驗時,施加的應(yīng)變量相對較高。這種高的應(yīng)變迫使凝固裂紋沿著整個凝固范圍擴展。在較低應(yīng)變下,出現(xiàn)的共晶液相可實現(xiàn)裂紋的愈合,這樣,625鎳基填充金屬就具有一定的抗凝固裂紋的能力。實際應(yīng)用中,當(dāng)焊縫拘束度水平高,或在不良的焊道形狀條件下(即大的深/寬比,或呈下凹的焊道形狀),均發(fā)現(xiàn)這種填充金屬對凝固裂紋敏感。
在以體心立方為初生相凝固的材料中,也可能發(fā)生焊縫凝固裂紋。這包括了絕大多數(shù)碳鋼和低合金鋼,鐵素體、馬氏體和雙相不銹鋼,以及鈦合金。在這些合金中,高溫下在固相中的快速擴散,消除了成分偏析所帶來的顯微組織差異,它是奧氏體(面心立方)為初生相凝固的胞狀晶和樹枝晶所引起。馬氏體不銹鋼(Alloy HT9)中的凝固裂紋如圖3.28所示。值得注意的是,在焊縫金屬中,有沿著凝固晶界存在液態(tài)薄膜的證據(jù)。電子探針顯微分析結(jié)果顯示,合金元素Cr和Mo很明顯偏析到這些晶界處,并且雜質(zhì)元素磷也伴隨著偏析到這些晶界上。
在高拘束度條件下,雙相不銹鋼也會出現(xiàn)凝固裂紋。圖3.29所示為255合金的凝固裂紋。當(dāng)顯微組織全部是鐵素體時,凝固裂紋發(fā)生在凝固末期,但在冷卻過程中,奧氏體在凝固晶界處形成,并且完全包住了該凝固裂紋。
鈦合金中的凝固裂紋與雙相不銹鋼類似。在凝固末期,裂紋會沿著β相(體心立方)的凝固晶界形成,但這些晶界在冷卻期間,會轉(zhuǎn)變成α相(密排六方)。在名義成分為Ti-6Al-6V-2Sn的α-β鈦合金中,沿著β相晶界上的凝固裂紋。
三、焊縫凝固裂紋的防止措施
消除或降低凝固裂紋敏感性有多種方法。如有可能,控制凝固行為總是可取的。對于鋼鐵材料,對比以鐵素體(體心立方)為初生相的凝固與以奧氏體(面心立方)為初生相的凝固,前者凝固裂紋的抵抗能力會有所改善。當(dāng)以鐵素體(體心立方)為初生相凝固的選擇行不通時,比如,對于某些奧氏體不銹鋼,可以采用減少其中的雜質(zhì)元素(P、S以及可能存在的B)來降低其裂紋敏感性。其他的以體心立方晶體結(jié)構(gòu)為初生相凝固的材料(如鈦),也具有良好的抵抗凝固裂紋的能力。
對于在凝固末期發(fā)生共晶反應(yīng)的焊縫金屬來說,共晶反應(yīng)將導(dǎo)致形成一定數(shù)量的共晶液相。根據(jù)母材和焊縫金屬的成分,建議針對在凝固末期形成共晶液相薄膜的體積分?jǐn)?shù)和分布情況進(jìn)行控制,盡管這樣做的方法不是最直接的。在共晶合金系統(tǒng)中,凝固裂紋抗力可以通過兩種措施來控制,一種是減少共晶液相薄膜的數(shù)量,另一種是通過增加共晶液相的數(shù)量直到達(dá)到可以實現(xiàn)裂紋回填的效果。通常情況下,減小凝固溫度范圍是降低焊縫凝固裂紋敏感性的最好方法,但這種方法不總是可以選擇的。
通過接頭設(shè)計和焊接工藝,在一定程度上可以控制拘束度。通常情況下,較低的焊接熱輸入和具有較小尺寸的凸焊縫可以降低凝固裂紋的敏感性。內(nèi)部的拘束主要產(chǎn)生于凝固收縮,但控制母材強度,也被證明是行之有效的。許多析出強化合金,如鎳基超合金,在固溶退火條件下焊接就是為了降低內(nèi)部拘束度。將焊縫置于低拘束度的區(qū)域,或者采用焊接夾具施加壓應(yīng)力(或減少拉伸拘束),在某些場合下可能會很有用。
在大多數(shù)情況下,根據(jù)母材和填充金屬的成分特點,選擇具有良好凝固裂紋抗力的母材和填充金屬,是解決凝固裂紋問題的最好方案。當(dāng)這種方案不能實現(xiàn)時,可利用控制焊道形狀或控制拘束度大小來保障。對于包括鎳基合金在內(nèi)的許多材料,采用很小的焊道尺寸,通常對于防止凝固裂紋會很成功。這會導(dǎo)致成本提高,因為整個的焊接時間會急劇增加,尤其是對于厚截面焊接接頭。
- 上一篇:2016年度中國鋼鐵行業(yè)十件大事 2017/1/7
- 下一篇:6月2日廢不銹鋼行情早間導(dǎo)讀 2012/5/23